
The investment casting process consists of several steps: metal die construction, wax pattern production, ceramic mold creation, pouring, solidification, shakeout, and cleanup.
1. Metal die construction
The wax pattern and ceramic mold are destroyed during the investment casting process, so each casting requires a new wax pattern. Unless investment casting is being used to produce a very small volume (as is common for artistic work or original jewelry), a mold or die from which to manufacture the wax patterns is needed.
The size of the master die must be carefully calculated; it must take into consideration expected shrinkage of the wax pattern, the expected shrinkage of the ceramic material invested over the wax pattern, and the expected shrinkage of the metal casting itself.
2. Wax pattern production
The number of wax patterns always equals the number of castings to be produced; each individual casting requires a new wax pattern.
Hot wax is injected into the mold or die and allowed to solidify. Cores may be needed to form any internal features. The resulting wax pattern is an exact replica of the part to be produced. The method is similar to die-casting, but with wax used instead of molten metal.
Hot wax is injected into a mold or die and allowed to solidify, resulting in a wax pattern that is an exact replica of the part to be produced.
3. Mold creation
A gating system (sprue, runner bars, and risers) is attached to the wax mold. For smaller castings, several wax patterns are attached to a central wax gating system to form a tree-like assembly. A pouring cup, typically attached to the end of the runner bars, serves to introduce molten metal into the mold.
The assembled “pattern tree” is dipped into a slurry of fine-grained silica. It is dipped repeatedly, being coated with progressively more refractory slurry with each dip. Once the refractory coating reaches the desired thickness, it is allowed to dry and harden; the dried coating forms a ceramic shell around the patterns and gating system.
The thickness of the ceramic shell depends of the size and weight of the part being cast, and the pouring temperature of the metal being cast. The average wall thickness is approximately 0.375 in. (9.525 mm). The hardened ceramic mold is turned upside down, placed in an oven, and heated until the wax melts and drains away. The result is a hollow ceramic shell.
4. Pouring
The ceramic mold is heated to around 800-900°C. The heating process further strengths the mold, eliminates any leftover wax or contaminants, and evaporates water from the mold material.
Molten metal is poured into the mold while it is still hot – liquid metal flows into the pouring cup, through the central gating system, and into each mold cavity on the tree. The pre-heated mold allows the metal to flow easily through thin, detailed sections. It also creates a casting with improved dimensional accuracy, as the mold and casting will cool and shrink together.
5. Cooling
After the mold has been poured, the metal cools and solidifies. The time it takes for a mold to cool into a solid state depends on the material that was cast and the thickness of the casting being made.
6. Shakeout
Once the casting solidifies, the ceramic molds break down, and the casting can be removed. The ceramic mold is typically broken up by machine. Once removed, the individual castings are separated from their gating system tree using manual impact, sawing, cutting, burning, or by cold breaking with liquid nitrogen.
7. Finishing
Finishing operations such as grinding or sandblasting are commonly employed to smooth the part at the gates and remove imperfections. Depending on the metal that the casting was poured from, heat treating may be employed to harden the final part.
An introduction to the lost wax casting process.
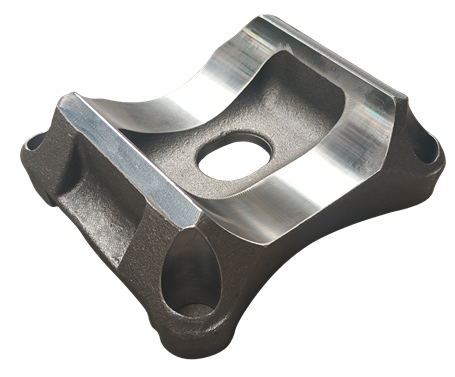
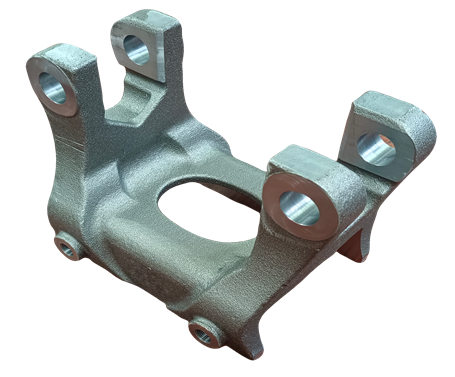
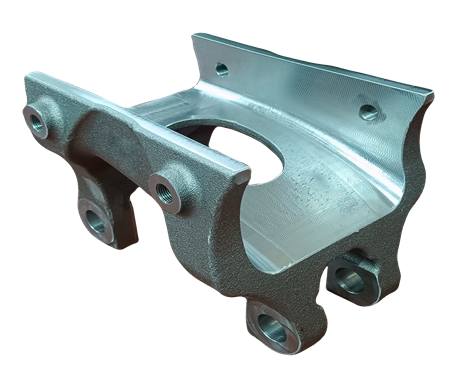
Lost wax casting, also known as investment casting or precision casting, is a manufacturing process in which a wax pattern is used to shape a disposable ceramic mold. A wax pattern is made in the exact shape of the item to be cast. This pattern is coated with a refractory ceramic material. Once the ceramic material is hardened, it is turned upside-down and heated until the wax melts and drains out. The hardened ceramic shell becomes an expendable investment mold. Molten metal is poured into the mold and is left to cool. The metal casting is then broken from of the spent mold.
The term investment casting is derived from the process of “investing” (surrounding) a pattern with refractory materials. Investment casting is often selected over other molding methods because the resulting castings present fine detail and excellent as-cast surface finishes. They can also be cast with thin walls and complex internal passageways. Unlike sand casting, investment casting does not require a draft.







Aerospace engines, fuselages, turbines, brakes, tire parts, lighting system, vacuum pumps, and fuel pumps parts.
Read More
Large size parts such as CNC machined ABS bumpers, PC/ABS dashboards and precise automotive components like reflectors, lenses, steering wheel components, engine, transmission.
Read More
Components for medical needs such as stainless steel or titanium bone plate, prostheses, respiratory devices, handheld devices, diagnosis equipment, anatomical models, and surgical instruments.
Read More
Manipulator parts, actuators, end effectors, motors, automatic control equipment, clamps, and housings for the robotics & automation industry.
Read More
Consumer products such as electronics device housings, buttons, handles, knobs, switches, wearable digital devices, cookware products, sporting equipment.
Read More
Actual models can be created for education needs, experimental equipment such as engineering models,BESTA work with worldwide universities.
Read More
Energy industry components such as heat exchangers, valves, pipes, pumps & accessories, hydraulic components, battery components, solar panel parts, frames, and impellers.
Read More
Electronic housings, conveyors, fasteners, connectors, generator components, fixtures, machine and tool parts for industrial machinery.
Read More
 Services
Services


