
• Almost any ferrous and non-ferrous metals can be casted by sand casting
• Parts caan vary greatly in size, weight and shape. Weight can be from ounces to hundreds of tons
• Small quantity or large quantity
• Relative low cost for high volume parts
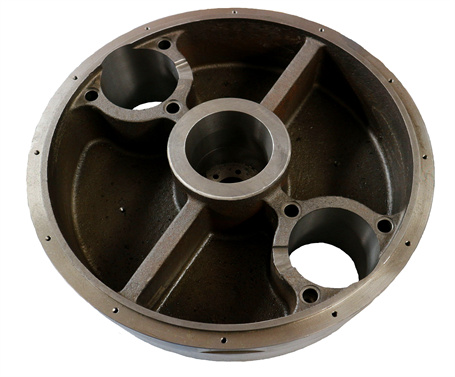
Sand casting, also known as sand molded casting, is a metal casting process characterized by using sand as the mold material.
1. Mold-Making
Creating a mold is the first step in the sand casting process. Each casting needs a mold. A sand mold is formed by putting the sand into each half of the mold. The sand is stacked around the pattern, which is a replica of the shape of the casting. When the pattern is removed, the cavity forming the casting remains. Any internal features of castings that cannot be formed by the pattern are formed by separate cores made of sand before forming the mold. The mold-making time includes positioning the pattern, packing the sand, and removing the pattern. The mold-making time is affected by the size of the part, the number of cores, and the type of sand mold. Lubricant is typically applied to the surface of the mold cavity to facilitate removal of the casting. The use of lubricants also improves the flow of the metal and can improve the surface finish of the castings. The lubricant used is selected based on the temperature of the sand and the molten metal.
2. Pouring
After the mold is made, it must be prepared to pour the molten metal. First, the surface of the cavity is lubricated in order to remove the castings after casting. Then, the core is positioned and the mold halves are closed and securely clamped together. It is necessary to keep the mold half sealed to prevent any loss of material. The molten metal is kept at the set temperature in the furnace. After the mold is clamped, the molten metal can be cast from the holding vessel in the furnace and poured into the mold. Pouring can be done manually or by automated machines. Sufficient molten metal must be poured to fill the entire cavity and all channels in the mold. Filling time is very short, to prevent the early curing of any part of the metal.
3. Cooling
Once poured into the mold, molten metal begins to cool and solidify. When the entire cavity is filled and the molten metal solidifies, the final shape of the casting is formed. Until the end of cooling time, the mold can be opened. The cooling time required can be estimated from the wall thickness of the casting and the temperature of the metal. Most of the possible defects are the result of the solidification process. If some molten metal cools too quickly, the part may shrink, crack or incompletely. Precautions can be taken when designing parts and molds.
4. Removal
After a predetermined set time, the sand mold can simply be broken and the castings removed. This step, sometimes referred to as getting rid of sand, is usually shaken by a vibrating machine and burned out of the bottle. Once removed, the castings may have some sand and oxide adhering to the surface. Blasting is sometimes used to remove residual sand, especially from the inside surface, and to reduce the surface roughness.
5. Trimming
During cooling, the material from the mold channels solidifies on the part. These extra material must be manually trimmed by cutting or sawing or using a trimming machine. The time it takes to trim excess material can be estimated from the size of the casting. Larger castings require longer dressing times. Waste from this trimming is discarded or reused during sand casting. However, it may be necessary to remediate appropriate chemicals for scrap before it is used in conjunction with non-recycled metals.








Aerospace engines, fuselages, turbines, brakes, tire parts, lighting system, vacuum pumps, and fuel pumps parts.
Read More
Large size parts such as CNC machined ABS bumpers, PC/ABS dashboards and precise automotive components like reflectors, lenses, steering wheel components, engine, transmission.
Read More
Components for medical needs such as stainless steel or titanium bone plate, prostheses, respiratory devices, handheld devices, diagnosis equipment, anatomical models, and surgical instruments.
Read More
Manipulator parts, actuators, end effectors, motors, automatic control equipment, clamps, and housings for the robotics & automation industry.
Read More
Consumer products such as electronics device housings, buttons, handles, knobs, switches, wearable digital devices, cookware products, sporting equipment.
Read More
Actual models can be created for education needs, experimental equipment such as engineering models,BESTA work with worldwide universities.
Read More
Energy industry components such as heat exchangers, valves, pipes, pumps & accessories, hydraulic components, battery components, solar panel parts, frames, and impellers.
Read More
Electronic housings, conveyors, fasteners, connectors, generator components, fixtures, machine and tool parts for industrial machinery.
Read More
 Services
Services
